

ZHANG Xuhui, a master student of our center (first author), Dr. YU Wenhui and Professor ZHENG Hongyu (corresponding authors), published a paper entitled “Influence of erbium addition on the defects of selective laser melted 7075 aluminum alloy” in Virtual and Physical Prototyping.
High-performance lightweight alloys have become an integral component of the modern strategies for sustainable development. 7××× series aluminum alloys have gained their popularities in aerospace, automobile, and military industries due to their low density, high specific strength, and good corrosion resistance. With the rapid development in these industries nowadays, the requirements for complex and integral products, which are difficult to be achieved by traditional manufacturing processes, are dramatically more demanding. Recently, selective laser melting (SLM), a powder bed fusion (PBF) additive manufacturing process, has emerged to be a potential technique to accelerate materials innovation. This is because SLM allows rapid fabrication with a high design freedom for part complexity. In the past decades, considerable research efforts have been devoted to adopt SLM in fabricating various aluminum (Al) alloy products. Indeed, remarkable achievements have been achieved in near eutectic Al-Si series alloys with highly dense parts fabricated. However, the uptake of SLM in the fabrication of 7××× series wrought alloys was hindered by many technical problems. Apart from the intrinsic features of aluminum alloys, such as low laser energy absorption rate, high thermal conductivity and high susceptibility to oxidation, 7××× series alloys are less friendly to SLM technique due to their high hot-tearing susceptibility. Diminishing defects especially absent of cracking in high-strength aluminum alloys processed with SLM are of significant importance.
Sc, to the best knowledge of the authors, is the most promising and effective element to improve the processability of aluminum alloys. However, as an extremely expensive alloying element, Sc finds limited applications in industry, making it urgent and necessary to find alternatives. Er, which shows a price advantage over Sc, can form L12 structured Al3Er phase as well. Extensive research on the influence of Er on the microstructure and mechanical properties of aluminum alloy has been reported in traditional processing, such as casting and laser processing. In the present study, Er is mechanically mixed with 7075 alloy powders in order to investigate the influence of Er addition on the defects of SLMed 7075 aluminum alloy. It is believed that adopting SLM in Er modified 7xxx series aluminum alloy is a novel and promising research direction to fulfill the increasing demand for high performance complex structural components. A fundamental understanding of the Er evolution and defects formation is elaborated.
Er modified 7075 aluminum alloys powders prepared with ball milling were effective in crack reduction. However, the porosity, on the other hand, was increased from 0.05% to 1.37% on XZ plane with the volumetric energy density of 90 J/mm3. The phenomenon is well interpreted by the evolution of Er. Due to the insufficient energy density, Er with a high melting point was not completely melted. The survival Er particles deteriorate the fluidity of the melting pool and lead to higher porosity. The product of the melting Er and Al is identified to be Al3Er intermetallic, which help to refine the grains and reduce the cracks. The work shed some new light in the investigation of 7075 aluminum alloys fabricated with SLM.
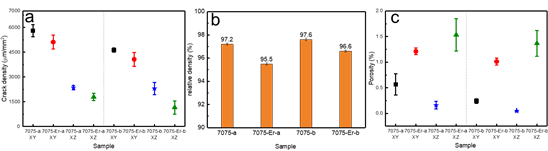
Figure 1. Crack density at transverse XY and longitudinal XZ plase (a), Relative density (b), and Porosity at transverse XY and longitudinal XZ plase (c) of samples with different treatments.
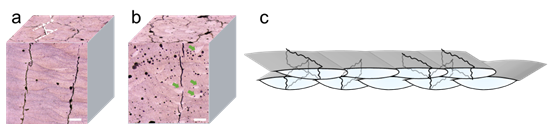
Figure 2. Optical isometric macrographs of (a) Sample 7075-b, and (b) Sample 7075-Er-b. (c) the schematic illustration of crack distribution corresponding to the layer-by-layer 67° rotation scanning strategies. Scale bar in a and b is 100 μm. An approximate 70° angle between neighbouring cracks is marked by the dashed line in a. Green arrows indicate the bright molten pools with fewer defects.
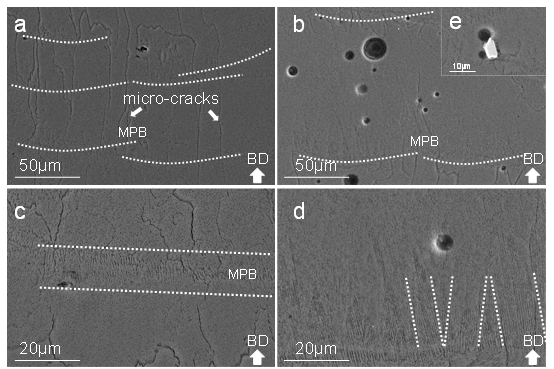
Figure 3. SEM images of XZ plane in (a, c ) Sample7075-b and (b, d) Sample7075-Er-b. (e) Magnified SEM image showing white particles in XZ plane.
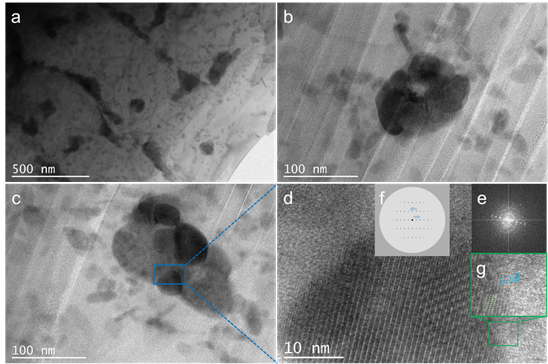
Figure 4. TEM microstructural characterization. (a) Low magnification TEM images taken from 7075-Er-b, showing the same type of particles with the ones in Figure 9, (b-c) Er containing particles of high magnification, (d) the corresponding HRTEM of the particle marked in c. The insets e and f are the experimental and stimulated FFT images, respectively. The enlarged inset g shows the coherency between the particle and the matrix.
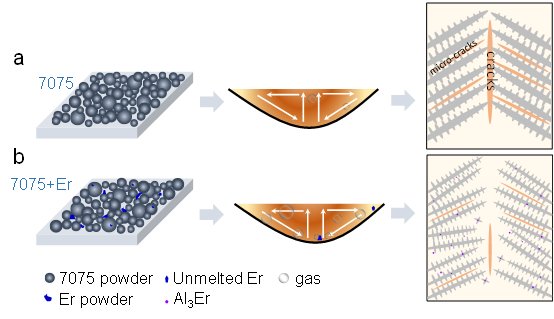
Figure 5. Schematic illustration of how Er modified 7075 powders are different from the as-received 7075 powders.